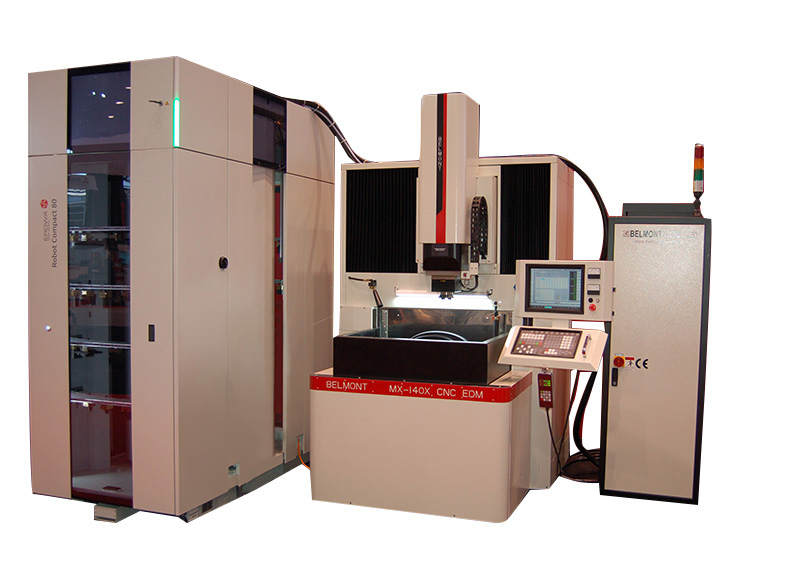
Machine Demonstration:
Belmont developed part management system with RFID that eliminates the need for the operator to select the part program for the work piece. This application is customizable based on customer specifications. One robot is shared by two machines but this can be one to one. The front of the robot houses the sinker work pieces and electrodes, while the back contains the work pieces for the Small Hole EDM Drill. The operator loads several workpieces in the robot. Cycle start is activated on the machine and the Erowa robot loads the first workpiece in the Erowa chuck on the machine table. An RFID tag attached to the fixture is scanned and the corresponding program begins to run. The part is completed and placed back in the robot where the process repeats with the next work piece.
Programmable Work Tank Level
The work tank height and oil level is set in the part program which provides excellent operator ergonomics for loading and loading, simplifies robotic handling of electrodes and work pieces, and allows unattended operation of jobs that have require different oil levels
12 Orbit Patterns
Reduce the number of electrodes and achieve better surface finishes.
Dynamic Adjustment of Machine Parameters
Machine parameters can be adjusted and optimized during operation then saved for more efficient production
Password Protected Settings
The program can be password protected to prevent unauthorized changes
Auxiliary I/O
Ability to integrate ancillary devices such as rotary tables, indexers, and work piece handling systems
Linear Glass Scales with 1 Micron Resolution
Provides true, closed loop, position feedback for precise part
positioning accuracy
External Data Transfer
Transfer programs with a USB memory stick or across a network
using Ethernet
Integrated C Axis (Optional)
Position the electrode automatically, rotate round electrodes at a
constant speed, and program synchronized motion for applications
such as threads and spirals
Rotary and Tilt/Rotary Tables (Optional)
Fully integrated with the Maxicut CNC and allows multi axis positioning for complex work piece orientations
Automatic Tool Changer – ATC (Optional)
Increase unattended machining by automatically changing electrodes
Adaptive Logic
Difficult applications can be completed with no flushing without the
risk of arcing
| TRAVEL | |
| X Axis | 15.7″ (400 mm) |
| Y Axis | 11.8″ (300 mm) |
| Z Axis | 15.7″ (400 mm) |
| Open Height | |
| Minimum | 10.0″ (255mm) |
| Maximum | 25.7″ (655mm) |
| WORK TABLE | |
| Width x Depth | 29.1″ x 15.3″ (740 x 390 mm) |
| WORK TANK Internal Dimensions | |
| Width x Depth x Height | 31.4″ x 23.6″ x 15.7″ (800 x 600 x 400 mm) |
| Maximum Oil Level | 10.2″ (260 mm) |
| DIELECTRIC RESERVOIR | |
| Capacity | 120 gal. (450 Liters) |
| WEIGHT CAPACITY | |
| Electrode on T-Slot Platen | 330 lb. (150 kg.) |
| Work Piece | 1,760 lb. (800 kg.) |
| GENERATOR | |
| Maximum Peak Current | 100A |
| On and Off Time | 1 to 4000 μs |
| C AXIS ** | |
| Electrode Weight Capacity – Static | 88 lb. (40 kg.) |
| Electrode Weight Capacity – Dynamic | 66 lb. (30 kg.) |
| Maximum Peak Current – Static | 100A |
| Maximum Peak Current – Dynamic | 65A |
| Maximum Rotational Speed | 35 RPM |
| FLOOR SPACE AND WEIGHT | |
| Width x Depth x Height | 87″ x 83″ x 120″ (220 cm x 209 cm x 307 cm) |
| Machine Tool Weight | 7,700 lb. (3,500 kg.) |
| ENVIRONMENTAL | |
| Room Temperature | 68 to 77°F (20 to 25°C) |
| Relative Humidity | 40%to 55% |
| UTILITIES | |
| Electrical | 220VAC ±10%, 60 Hz, 11 KV A |
| Air | 70 PSI @ lCFM (5 BAR @ 1.7 CMH) |
* Open Height is measured from the T-slot platen to the table.
**Optional
Illustrations and specifications herein are not binding in detail . Belmont Equipment & Technologies reserves the right to modify and make improvements to these specifications without notice.